Stepper Motor Mounts
How To Make Your Own CNC Milling Machine
Part 4
The next phase of my journey in how to make your own CNC milling machine I needed to figure out how to deal with the stepper motors. Making the stepper motor mounts requires a balance between rigidity, adjust-ability and accessibility. About the time I got to this point in my build, I got an email from Hoss with a new design for the stepper motor mounts . Hoss is the creator of the DVD set that I am using as a basis for converting a Grizzly G0704 milling machine to CNC control. I will place a link below for anyone who would like to get a copy of the DVD. Note: These parts are not pretty, I skipped a few steps and that may come back to bite me later. Time will tell.
X Axis Mount

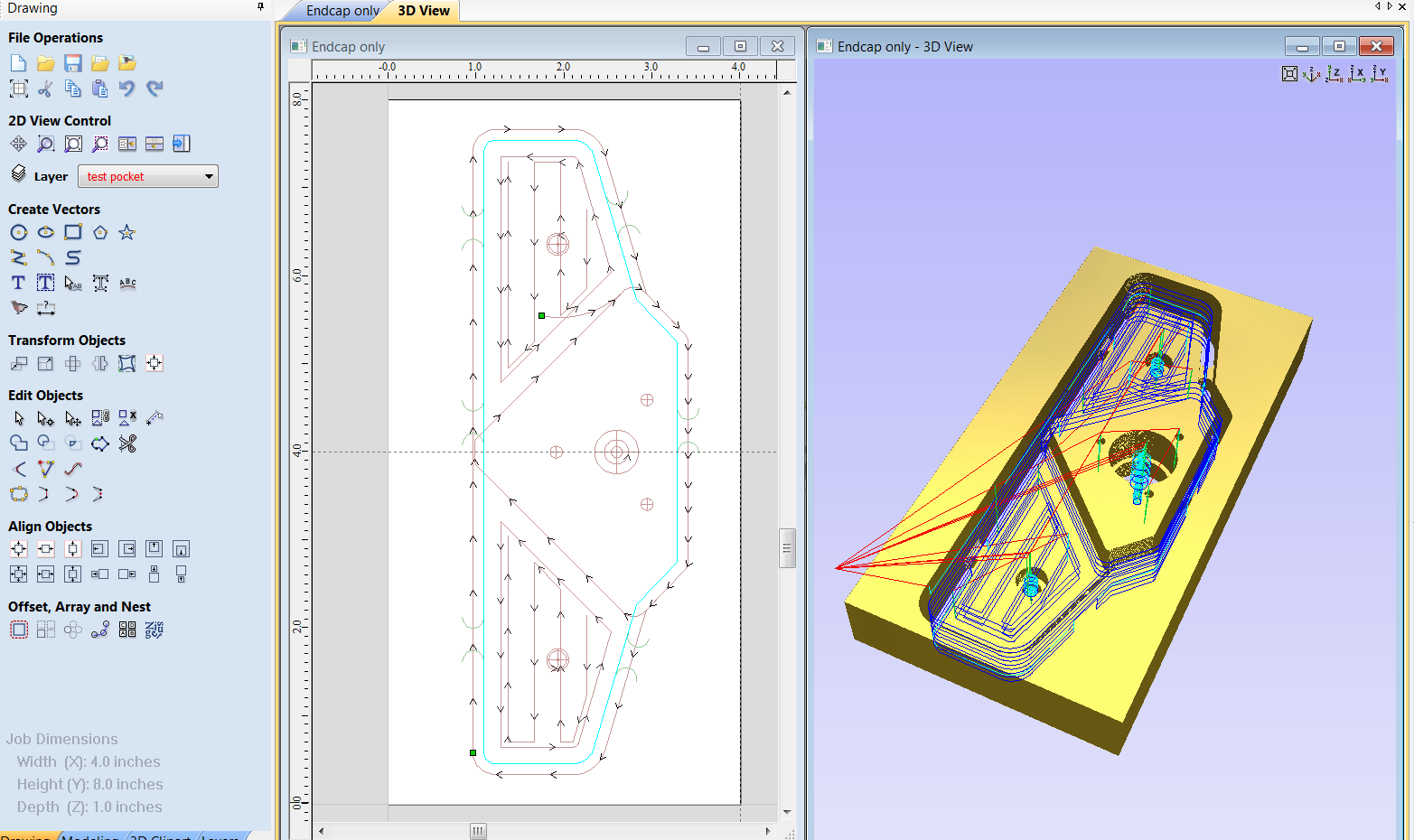
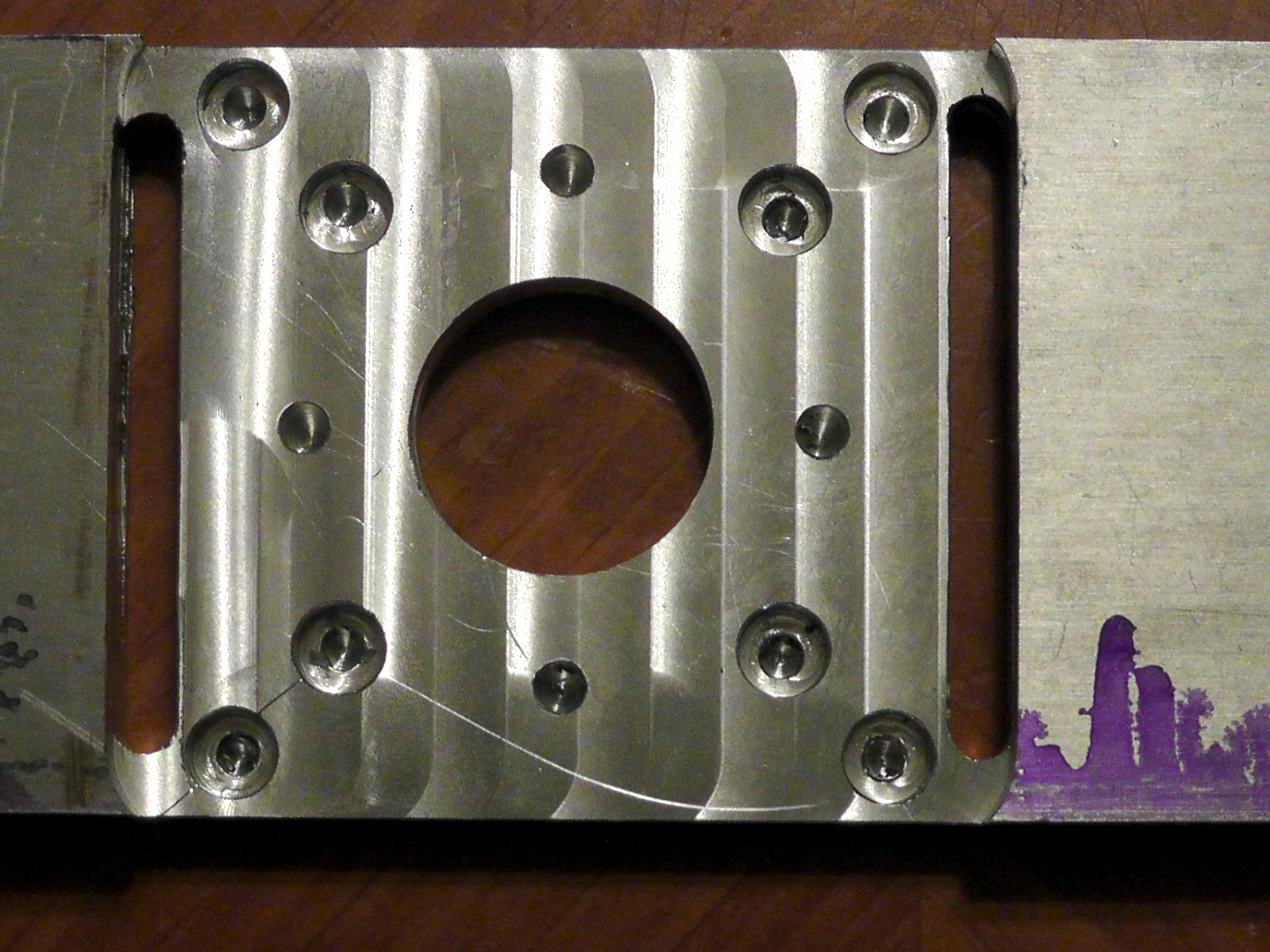
The new stepper motor mounts for the X axis is actually a combination piece that combines the stepper motor mount along with the X axis end cap. The new part will replace the end cap of the milling table with a milled aluminum piece. Making new endcap also allows us to upgrade the bearing for the ballscrew. I replaced the stock bearings with two angular contact bearings. This should reduce backlash and give smoother movement. Another nice feature of the end cap is that they also provide protection for the stepper motor coupler from metal chips. The previous design allowed chips to enter from all sides. The new design only allows chips to enter from below (not likely).
I did most of the milling using a 4 flute 3/4″ end mill for roughing, followed by a profile cut with a 1/4″ 3 flute endmill. I would have preferred to use a 3 flute, 3/4″ bit but I did not have one handy. To use the 4 flute bit I just had to ramp the plunge moves by 3 degrees to prevent clogging. Vectric Aspire let me do this very easily.
Y Axis Mount

 The X axis stepper motor mount I chose to use is rear mounted instead of front mounted. The reason I chose to mount the stepper motor to the rear is because it allows easier access to the milling table. Having the stepper motor in front of the machines adds about 8 inches to the front of the machine. Mounting the steppers to the rear of the machine only adds 3 inches to the rear. Since I a seldom behind the milling machine, this is not an inconvenience.
The X axis stepper motor mount I chose to use is rear mounted instead of front mounted. The reason I chose to mount the stepper motor to the rear is because it allows easier access to the milling table. Having the stepper motor in front of the machines adds about 8 inches to the front of the machine. Mounting the steppers to the rear of the machine only adds 3 inches to the rear. Since I a seldom behind the milling machine, this is not an inconvenience.
The stepper motor mount has slots that allows the motor belt to be adjusted. It also has access holes to allow you to adjust the milling column without needing to remove the stepper motor mount. I plan to design a cover for the axis to protect the timing belts and pulleys.
Z Axis Mount

I decided early in the process that I wanted to use a large Nema 32, 900 oz/in stepper motor for the Z axis. Since the Z axis is the heaviest portion of the machine , I wanted to be able to move it without straining. One way to do this would have been to use a smaller motor and a belt drive to increase the mechanical force. Instead I chose to use a bigger, direct drive motor.
I had a senior moment when I made the Z axis stepper mount and misplaced the 1/2″ stock I planned to use. I went to the scrap box and found a piece of 3/4″ stock that was just the right size. I milled away 1/4″ from the stock and then made the rest of the part. Since the holes I needed to drill were close to the edge of the stock, I only drilled half way through the material. If I had drilled full depth then the drill bit would have hit the precision parallels which support the part. Once the parts were finished I took them to the drill press and completed all the holes.
I was so worried about hitting the parallels that I decided to remove them after I had the part setup in the vise. This was a mistake because I didn’t have the part snugged down enough. As the drill began to lower, so did the part. Luckily I was watching and caught it before it got to the second hole. I reset the part in the vise and finished cutting. I will drill the hole in the proper location from the back side of the part.
I normally do a surface pass on the parts before machining but I simply forgot. I was excited to be in the shop and I didn’t think before I got started. So the back side of this part was not surfaced. I will probably do this a manually before I take the mill apart for the upgrade.
Hoss’s plans call for 1/2″ round standoffs for the motors. This requires using a lathe or a coaxial centering indicator on a mill. I am considering just milling the parts out of flat stock instead. The advantage would be that all the parts would be the same length. The disadvantage would be it might limit access to the setscrews a bit. I will keep you posted on my decision.
WHATS NEXT?
The next step for me will be to start work on the controller box and laying out how I would like the components located inside the control box. I would also like to talk about the breakout board I chose for this project.
If you would like to be notified when I post the next installment or would like to ask a question why not join our free newsletter? Just click the Join Now button below.
![]()
Get Vectric Aspire 3D CNC Software made easy.
Resources:
http://g0704.com
http://routerforums.com
http://themakersguide.com
http://cnczone.com
http://shars.com
http://grizzly.com
